
Высокий спрос на ПВХ-окна, делает высокорентабельным их производство.
Это вызвано не только большими объемами строительства в регионах страны, но и необходимостью реконструкции устаревших и пришедших в негодность деревянных окон, расположенных в старом жилом фонде.
Неудивительно, что в таком бизнесе заинтересованы многие начинающие предприниматели, которым важно понимать сложность процесса легализации производства, знать размер первоначальных вложений в развитие бизнеса и рассчитать показатели доходности небольшого предприятия по выпуску ПВХ-окон.
Можно ли организовать успешный бизнес?
Хотя такой производственный процесс довольно сложный и требует от руководителя пройти много подготовительных этапов, он вполне осуществим даже начинающим предпринимателям. Для того чтобы правильно принять решение по организации такого бизнеса, необходимо учесть ряд факторов:

Конкуренция довольно жесткая, на региональных рынках сегодня представлено довольно много оконных компаний.
Борьба за клиентов идет нешуточная, начинающим фирмам сложно будет конкурировать с большими компаниями, потребуется производить не только качественные изделия, но и серьезно заниматься продвижением товара.
- Сезонность бизнеса, в осенне-зимний период идет спад производства, который объясним падением объемов строительства в этот период года. Для такого, чтобы снизить издержки во время простоя, потребуется организовать дополнительное производство, например, ремонтное или наладить производство всесезонных видов продукции, например, производство внутренних дверей.
Требования к производственному процессу
Перед тем как открыть свое производство ПВХ-окон нужно выбрать организационно-правовую форму предприятия, например, ООО с 2-мя учредителями, с налогообложением по УСН 15% от прибыли. Для легализации предприятия нужно получить разрешения у муниципальных органов, где будет работать предприятия, чтобы официально трудоустроить сотрудников.
Кроме того подается заявление в ЕГРИП с обозначением кодов ОКВЭД. Чаще всего для такого предприятия выбирают коды для работ в строительстве: 25.23 45.44.1 и 45.42, производство пластмассовых изделий, стекольных и столярных работ. После этого подают заявление по регистрации плательщика ЕНВД в налоговую инспекцию по месту производства.
Важно! Для предприятий, которые будут самостоятельно заниматься оптовой реализацией продукции, в заявлении дополнительно обозначают виды деятельности по коду ОКВЭД- 51.53.24.
Для того чтобы изделия применялись для строительства зданий жилого, общественного или промышленного назначения, они должны пройти сертифицированные испытания по процедуре декларирования.
Для реализации ПВХ-окон на территории России они обязаны отвечать требованиям российских государственных норм, а если изделия планируется экспортировать, то соответствовать нормативным требованиям соответствующей страны, например для стран ЕС по нормативам DIN и цветовой гамме RAL.
Также для производства ПВХ-окон руководитель обязан иметь лицензию Госстроя, разрешения пожарного ведомства и по охране труда, а также санитарно-эпидемиологического департамента и муниципальных ведомств в области трудоустройства сотрудников.
Основные требования к помещению это достаточная площадь, наличие складских помещений и бытовок для персонала, оборудованных электроснабжением, водоснабжением, водоотведением, вентиляцией, отоплением и ГВС.

Общее электроснабжение цеха должно быть трехфазным 380В для того чтобы могла работать станки, проводка должна обеспечивать заявленную мощность станочного оборудования.
К помещению должен быть оборудован подъезд для погрузки-выгрузки расходных материалов.
Площадь цеха выбирают по объему производства, например, для производства в смену 20 стандартных двустворчатых окон 1400х1200 мм потребуется 200 м2 свободной площади с высотой не менее 3 м.
Совет. Легче всего такое помещение подобрать в промзоне, на окраине городов и районов, обычно арендная плата для таких помещений не очень высокая примерно 15000-30000 руб. в месяц.
Что нужно для изготовления?
Для того чтобы производить окна в соответствии с действующими стандартами потребуется специальное оборудование, квалифицированный персонал и качественные расходные материалы.
Основные материалы для окон поливинилхлорид (ПВХ) и армирующий стальной профиль. ПВХ в виде порошка вырабатывают из смеси этилена и хлора, из обычной поваренной соли. Для изготовления оконных профилей в исходный материал вносят: стабилизаторы, пигментные материалы и модификаторы, для того чтобы придать дополнительные характеристики изделиям:
- защиту от огня и атмосферных влияний;
- светоустойчивость;
- быстрый процесс сварки.
Полученный ПВХ-профиль направляют на сборочную линию, где на спецоборудовании в него интегрируют стальной каркас. Этот процесс на современных станках с ЧПУ полностью автоматизирован.
Основные материалы и комплектующие:

Поливинилхлорид (ПВХ) 84500 руб. за тонну.
- Профиль П-образный 6 м усиленный, 15.93 руб./ п.м.
- Штапики 44.1 руб./п.м.
- Фальцевый вкладыш для KBE 58 мм, 1.94 руб./п.м.
- Ограничители открывания окна, гребенка, 23.57 руб./шт.
- Профиль для откосов 12.87 руб. /м.п.
- П-образный армирующий профиль, 110.97 руб./м.п.
- Замкнутый армирующий профиль, 159 руб. /м.п.
- Стеклопакеты обычные, 905 руб./м2.
- Стеклопакет мультифункциональный,1810 руб./м2.
- Стеклопакет самоочищающейся, 1950 руб./м2.
- Стеклопакет шумоизоляционный, 2250 руб./м2.
- Детский замок от 1 820 руб.
- Гребенки на окна от 260 руб.
- Водоотлив, оцинкованный, 650 руб./м2.
- Водоотлив, алюминий,1690 руб./м2.
- Подоконник дерево, 1820 руб./м2.
- Подоконник ПВХ, 970 руб./м2.
Для того чтобы правильно подобрать оборудование, желательно использовать комплектацию производственной линии одной фирмы. Наиболее популярными являются станки турецких производителей: Yilmaz, Кабан и Nikmak.
Список оборудования для формирования цеха по выпуску ПВХ-конструкций:

пилы для кроя ПВХ-профиля и элементов армирования: одно- и двухголовочные;
- сварочные станки для ПВХ-рам;
- рольганги;
- станки углозачистные и для фрезерования торцов импоста;
- станки копировально-фрезерные;
- пилы для резки: штапиков и армопрофиля, а также вырубные станки гибочные;
- стенд для остекления и сборки;
- вытяжная вентиляция;
- мойка, деминерализаторы и экструдеры;
- подъемники.
Этапы выпуска продукции
Сегодня цеха по выпуску ПВХ-окон могут иметь либо полностью автоматизированную линию и полуавтоматизированную:
- Первая с программным управлением, способна настроить режим работы оборудования по считыванию штрихкода профиля.
- В процессе работы по второму варианту каждая операция настраивается оператором на отдельном станке.
Автоматическая линия YILMAZ CCL 1660 осуществляет электросварочные работы и подготовку сварных швов. Линия комплектуется базовыми автоматическими станками станками:
- DK 540 горизонтальный 4-х головочный сварочный станок.
- CNC 610 автомат с ЧПУ горизонтального типа для зачистки углов.
- SA 250 охлаждающая система для агрегата по зачистке углов с ЧПУ.
- SA 260 поворотная система для агрегата по зачистке углов с ЧПУ.
Отличия линии, работающей в автоматическом режиме:

полный контроль качества выполнения этапов сборки, система PLC с выводом информации на монитор с сенсорным экраном;
- применение различных типов ножей: цветной и белый ПВХ;
- программная оболочка определения параметров профилированного материала по штрихкоду;
- автоматическая установка параметров сварного шва с толщиной от 0,2 до 2мм, исходя от цвета и штрихкода профиля;
- конструкция охлаждения и разворота профиля;
- автоматическая конструкция обработки угла;
- автоматическая смазочная система с аварийным оповещением при отсутствии масла;
- защита и контроль по допустимым оборотам пил и фрез;
- защита и контроль наличия рабочего напряжения в сети и давления воздуха в воздуховодах.
Раскрой и подготовка профиля
Автоматизированная производственная линия выполняет подготовку и раскрой профиля благодаря установленной быстродействующей одноголовочной пиле. Раскрой проводится по программе, которая выбирает оптимальный режим, чтобы уменьшить отходы материала.
Электрорезка выполняется диском Д=500 мм под расчетным углом от 30 до 150 градусов, обеспечивая точность распила 0,1 градус. Скорость процесса саморегулируется станком в зависимости от конфигурации металлопрофиля. Станок способен работать с профилем от 0.850 до 6.500 м.
Сервопривод семиосный даёт возможность выполнять абсолютно все требуемые техноперации: сверление, фрезерование и маркирование на всех 4-х сторонах заготовки.
Центр резки CAT 600 с автоматическим режимом работы пильным диском Д= 600 мм, угол обработки 10-90-10 градусов оборудован программой оптимизации, специальным принтер для изготовления наклеек со штрихкодом и устройством способным его считывать, с сетевой картой для программирования и работы от интернета.
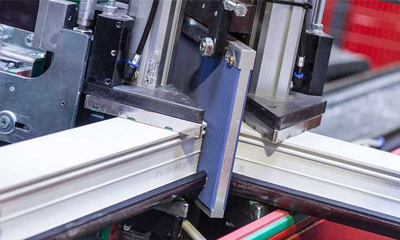
Сварка рамы, створки и зачистка углов
Сварочный станок DK 540 автомат четырехголовочный способен проводить сварку в автоматическом режиме с 4-х углов профиля под 90 градусов. Управление режимом осуществляется через сенсорную панель. При наличии штрихкодов на заготовках, процесс работы станка начинается после их считывания.

Станок снабжен конвейером для разгрузки сваренных конструкций и инфракрасным барьером, отвечает требованиям европейского стандарта «СЕ».
Далее на линии установлен станок для обработки углов CNC 610 компьютеризированный с собственным ПО. Выполняет зачистку ПВХ- профиля соединенных по методу сварки под 90 градусов.
Управление выполняется оператором с помощью сенсорного экрана, для ведения процесса зачистки углов установлено 4 сервомотора и 11 профильных ножей.
На заметку. Станок имеет систему распознавания профиля и способен подвергать обработке, как обычный, так и ламинированный профиль.
Сборка
Лучшей автоматизированной линией по сборке окон считается германская линия LENHARDT Bystronic с высокой производительностью и качеством, способна даже выполнить раскрой стекла, процесс ведется экономно с использованием специального ПО. Пакеты выпускаются энергосберегающими, между стеклами пространство заполняется аргоном. В ходе процесса выполняется автоматическая резка стекла.
Линия High TechForel может производить сборку стеклопакетов 400 кг на 1 пм и толщиной до 100 мм, в том числе для работы с гнутым и фигурным стеклом и роботом «Hot Melt» с термоплавкими герметиками.
Чем больше уровень автоматизации процесса производства и сборки, тем выше стоимость линии. Новый комплекс со 100% уровнем автоматизации может достигает цены 60000 долл. США за линию.
В момент раскрутки оконного бизнеса начинающие предприниматели, как правило, приобретают б/у станки или частично автоматизированную линию, которая формируется с автоматическим производством отдельных стадий процесса: резка профиля, фрезеровка технологических каналов под фурнитуру, а также фиксация металлопрофиля в пластике.
На 1-м этапе в базу станка вносят замеры окна, и, учитывая запас, станок самостоятельно разрезает металлопрофиль и ПВХ-хлысты. Профиль режется под 45 градусов, для рамы и оконной створки. Армирующий профиль и импорт разрезают под 90 градусов с резервом по каждой стороне от 2 до 6 мм.
Резка профиля
Обратите внимание! От уровня нарезки металлопрофиля и ПВХ-хлыстов в значительной мере зависит качество ПВХ окна.
В процессе требуется уделять особое внимание выполнению плоскости среза и нахождению хлыстов профиля. Нарезка выполняется, учитывая размер запаса на сварку до 5 мм.
Фрезерование дренажных каналов
Для компенсации давления создаваемого ветровым потенциалом и вывода излишней влаги в раме, створках и импосте производятся дренажные отверстия продолговатой формы.
Положение таких отверстий и их размер обязаны отвечать требованиям поставщика профиля. Обычно дренажные отверстия производятся в 3-х направлениях:
- со стороны стеклопакета под углом;
- внизу створки у внешней камеры;
- на раме со стороны лицевой поверхности.
Фиксация металлопрофиля в пластике
Для того чтобы выполнить эту операцию в цеху должна быть размещена специальная камера, где будут соединять металлопрофиль с пластиковой частью окна с использованием саморезов 3,9 х 16 мм. Операцию можно выполнять с помощью ручного шуруповерта или специального полуавтоматического. Промежуток между шурупами обозначается в техдокументации производителя профиля.
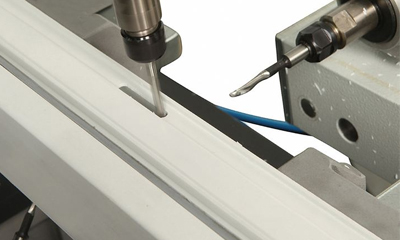
Сверление отверстий под замок и ручку
Эта операция производится на копировально-фрезерном станке. На нем установлены 3 сверла, которые одновременно выполняют тройные сверления под установку поворотной ручки, а верхняя фреза по специальному шаблону фрезерует отверстие прямоугольной формы под замок для установки главного запора.
Обработка торцов импоста
Перед тем, как встроить импост в основную оконную раму и ее створку, предварительно подготавливают и обрабатывают края оконной заготовки с использованием торцефрезерного станка.
Он обладает специальной фасонной фрезой, придающей торцу импоста контура, необходимого для установки его в раму и створку. Как правило, она предоставляется изготовителем профиля. После завершения фрезерования, импост устанавливают на заготовку механическими соединителями.
Сварка
До того как уложить заготовки на сварной станок нужно удостовериться, что сварочные поверхности чистые и на них отсутствуют металлическая стружка или ПВХ-пыль, существенно ухудшающие качество сварочного процесса.
Для того чтобы качественно выполнить этот процесс потребуется соблюдать определенные условия:
- Сварной нож должен иметь температуру в диапазоне от 230 до 250 градусов;
- поверхность ножа должна быть обработана самым тщательным образом;
- минимальное время разогрева шва должно быть 25 сек.;
- максимальное время сварки 40 сек.
Важно! После окончания сварочного процесса, оператор должен тщательно осуществить визуальный контроль качества полученного соединения.
Зачистка углов и удаление шва
Далее с применением станка или вручную потребуется удалить остатки ПВХ-наплава, который образовывается в период процесса сварки. После этой операции и фрезерный станок, и торцевые участки рамы и створки должны быть очищены от мусора.
Исходя от материала рамы и створки, который применялся для профиля, специально подбирают нож фрезерного станка.
Установка уплотнителя
Уплотнитель весьма важная часть ПВХ-конструкции, от нее напрямую зависят как термоизоляция, так и звукоизоляция оконной конструкции. Устанавливают уплотнитель в специальный паз. Начинают этот процесс с середины верхней перекладины. Выполняют его вручную, очень осторожно чтобы не растянуть изделие сверх нормы. В завершении стыки обрабатывают клеем, чтобы уплотнитель не выпал из паза.
Нарезка штапиков
Фиксация расклиненного стеклопакета в ПВХ-окне выполняется при помощи штапиков, которые являются ПВХ-рейками разнообразной толщины и конфигурации. Прирезка их под нужные характеристики производится на специализированной машине с пилой.
Установка стеклопакета
В этот момент важно сохранить чистоту пакета, поэтому рабочие трудятся в перчатках. Связующий состав по окончании сборочных операций должен иметь черный цвет, наличие белых пятен на герметике говорит о плохом качестве сборки, о касании его руками, что негативно отразится на качестве монтажного шва.
Стеклопакет изготавливается на специальном станке. Процесс состоит из следующих этапов:

раскрой оконного стекла;
- резка спейсеров или дистанционных рамок;
- промывка стеклянного листа;
- покрытие герметиком;
- шлифование кромок стекла;
- предварительная сборка;
- заключительная герметизация;
- укладка под специальный пресс, для того чтобы бутиловое покрытие глубоко проникло в структуру материала, что обеспечит надежное соединение.
После проведения всех приведенных процессов стеклопакеты могут быть интегрированными в рамы и створки.
Как собирают?
На заключительном этапе стеклопакет помещают в оконную створку и раму, в специальные пазы вставляют штапик. Этот процесс осуществляется на стенде остекления. Здесь же проводится выходной контроль качества изделия и только после этого ПВХ-окно может передаваться в цех реализации или для проведения монтажных работ.
Обратить внимание! Откосы и отливы, как правило, могут включаться в комплект, только при оформлении дополнительного заказа клиентом.
Примерные расходы и цены
Расходы на организацию производства ПВХ-окон зависит от объема производства, которое рассчитывается по числу изделий в 8-часовую смену, стоимости оборудования и его доставку, стоимости материалов, заработную плату рабочим, расходы на воду, электроэнергию, ГСМ и аренду помещений
Это самая затратная часть проекта. Для того чтобы снизить объем первоначальных вложений в проект, начинают с комплектации полуавтоматической линии или приобретают исправные станки, но бывшие в употреблении.
Затраты на установку новой полуавтоматической линии изготовления ПВХ-конструкций, 20 изделий за смену:

пила фронтальная двухголовочная 382000 руб.;
- Yilmaz углозачистной станок-автомат -235000 руб.;
- Yilmaz станок торцефрезерный 35000 руб.;
- сварочный двухголовочный станок 421000 руб.;
- устройство для нарезки армирования 9000 руб.;
- Yilmaz станок копировально-фрезерный 108000 руб.;
- компрессорная установка 28000 руб.;
- механизм для формирования водоотводящих технологических отверстий 88000 руб.;
- пила для выполнения ПВХ-штапиков, автомат 109000 руб.;
- итого стоимость оборудования
- затраты на транспортировку и установку снаряжения 60000 руб.;
- прочие организационные расходы и получение разрешений на начало работ 80000 руб.;
- итого затраты капитального характера: 1555000 руб.
Для того чтобы определить фактическую стоимость материалов для производства ПВХ-стекла, их рассчитывают для 1 м2 готового изделия:
- стекло, 2 сторон на 2м2 620 руб.;
- обечайка, 4 м 440 руб.;
- бутил на 0,1 кг/м2 4 руб.;
- прочие расходники 210 руб;
- ПВХ-профиль 0,5 м/м2 520 руб.;
- металлопрокат 592 руб.;
- комплектующие 2100 руб.
- итого 4486 руб./м2.
Далее можно посчитать все затраты на месяц при 22 сменной работе для стандартного окна 1.68 м2:

затраты на материалы: 22х20х1,68х4486 рублей = 3316051,2 руб.;
- ежемесячные доходы при стоимости окна 10250 руб.: 22 х20 х10250 = 4510000 руб.;
- аренда 35 000 руб.;
- платежи ЖКХ 29000 руб.;
- зарплата 10 специалистов 10 х 35000=350000 руб.;
- итого затраты в месяц: 3730051 руб.;
- налог на прибыль (20%) 155980 руб.;
- чистая прибыль: 4510000 3730051- 155980=623969 руб.;
- срок окупаемость при рентабельности 20%, 1555000:155000= 10 месяцев.
Подводные камни и сложности процесса
Несмотря на очень малый срок окупаемости производства металлопластиковых окон, это довольно сложное производство, поэтому, для того чтобы создать его эффективным, потребуется учесть такие ключевые риски:
- Сезонность спроса.
- Демпинг цен из-за большого числа конкурентов.
- Высокие накладные расходы, особенно в первоначальный этап.
- Падение покупательского спроса населения.
- Удорожание материалов и комплектующих.
Полезное видео
Видео обзор производства пластиковых окон:
Заключение
Несмотря на востребованность ПВХ-окон и малый срок окупаемости, конкуренция на рынке такая высокая, что владельцу потребуется применить ряд стратегий, чтобы такое малое предприятие было прибыльным. Лучше всего если компания сможет найти индивидуальный подход к покупателю.









